渠道铸铁闸门

一、简介
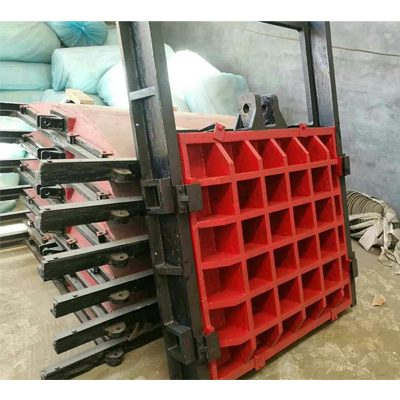
渠道铸铁闸门由紧固压板、地脚螺栓、闸框、吊座、密封圈、压板、闸板、可调楔压块等部件组成。渠道铸铁闸门长时间的运转会导致闸板有所磨损,可通过楔压块调整密封面,保证闸板正常运转。渠道铸铁闸门结构设计合理,牢固耐用,性能可靠,耐磨,耐腐蚀,渠道铸铁闸门安装、调整、维护、使用都很方便。
二、优势:
1、渠道铸铁闸门具有强大的耐腐蚀性,闸体、闸框采用不锈钢、铸铁、镶铜合金等耐腐蚀材料制作,用于海水或者污水环境中也不怕被腐蚀,镍铬合金铸铁制造的渠道铸铁闸门的耐腐蚀性更强,有特殊情况的可以选择这个材料。
2、渠道铸铁闸门结构简单,布局稳定,占地面积小,使用操作成本不高,维护方便等等。
3、要想渠道铸铁闸门止水口效果好,止水口加工就要采用整体加工的方式。
三、装配过程
1.对渠道铸铁装配件的毛刺或磕碰处(如有)进行处理修整;
2.对渠道铸铁装配件进行清洗或用洁净布擦干净,并放在适当处,用纸等盖好;
3.如需加(涂)油脂处加润滑油脂,如暂不装配时,用纸等盖好;
4.装配中,对需施加外力时,要合理用力,不得盲目蛮干敲击时,手锤不得直接敲击在工件上,而影响装配质量;
5.装配过程中,对掉落的灰尘,碎屑等及时处理,并按相关闸门的**标准检验止水面的间隙是否符合要求。
6.将装配的相关测量数据填写在《检验报告》上。
四、安装调试过程
1、各种产品的调试参见各产品的检验规范或
安装使用方便的特点。当闸门长期使用密封面磨损时,则可调整楔块位置,便能恢复原密封性能。
2、一般要求
在工作水头下,闸门部件拉伸强度的安 全系数不小于5。并在计算的基础上增加2mm的腐蚀余量。
3、闸框
闸框应加工成方形,以便与沟槽断面相匹配。闸门处于全开位置时,闸板至少有一半仍然包含在闸框内。闸框的下边缘应有加工过的凹形槽,槽内嵌入有铜质的密封座面,并用和密封座面相同的材料制作的沉头螺钉与闸框连接,此密封座面应加工到≤3.2μm的表面粗糙度。闸框背面也应进行加工,以便与预埋墙框的机械加工面直接栓接。闸框与墙框结合面在安装时应充填粘接剂。
4、闸板、导轨及吊耳
闸板应为整体铸造结构、矩形、带有整体浇铸的水平和垂直方向的加强筋。在负荷时,挠度不得大于构件长度的1/1500。闸板的滑动处应有加工过的凹形槽,槽内嵌入有铜质的密封座面,并用与密封座面相同材料制成的沉头螺钉与闸板连接。整个闸板长度的每一边的滑动面处应加工成一台阶结构,此结构与导槽之间保持小于或等于5mm的间隙,闸板的四边均应有楔块,闸板上方的垂直中线应固结或整体铸造吊耳,用于连接闸杆。在闸板侧边与导轨之间的间隙不得大于3mm,导轨应用不锈钢沉头螺钉与闸框连接或与闸框铸成整体,以防止导轨与闸框之间的相对运动。闸门和闸框的底部应有防止闸板与闸框过度楔紧而设置的可调节顶块。
5、预埋墙框
预埋墙框应预埋在沟渠壁中。墙框应铸造得平整光滑,不致于滞留栅渣。
6、闸杆
闸杆螺纹根部的直径尺寸应保证闸杆能在允许冲击水头下正常工作。当闸门传动轴超过3m时,闸杆中间应设支撑装置,每3m可考虑设置一个支撑装置。
7、闸门总装后,应作适当调整,并进行2~3次全启全闭操作,保证移动灵活。当门板在全闭位置时,密封座处的间隙不大于0.1mm。门板与门框导向槽之间的前后总间隙不大于1.6mm。门板密封座下边缘应高于门框密封座下边缘,其相对位置应不大于2mm。当门板在全闭位置时,门板与门框的各楔紧面应同时相互楔紧。
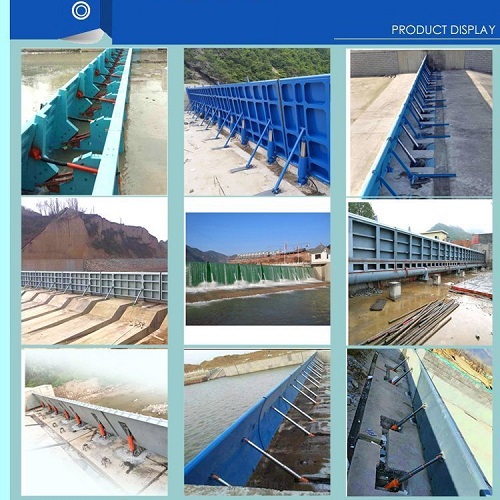
五、渠道闸门安装形式:
渠道铸铁闸门的安装形式是根据其基建特点以及其用途来决定的。
1.机闸一体式,又叫做自承式,主要是启闭机和闸门为一体结构,安装时闸门和启闭机一起安装,这种安装方式特点为费用较少,因为不用做启闭机的水泥横梁,缺点是只能用于渠道、池塘等水压较小的地方,不能用于水库水压较深的出水口。
2.平底式。平底式是指闸门底部直接置于渠底或者河道底部。
3.附壁式,又称为墙壁式,是指闸门直接用螺丝悬空固定在水泥墙上。
4.渠道式,是指闸门直接安装在渠道中间。
六、渠道闸门的日常维护:
1、运转过程中,如有杂物阻塞耙齿,应及时清理。
2、对轴承应及滑动部件定期添加润滑脂。如长期没有使用的情况下重新开机须先添加润滑脂。
3、在任何情况下确保齿轮油标定量提供,不足时用90#或150#机械油加至油位线。气湿达到-20℃应采用防冻机械油。
4、运转一个月更换机油。每隔3-6个月更换一次,如工作环境恶劣,可缩短换油时间。如长期没有使用的情况下重新开机,须先更换机。